装置过程中,装置体固定于托盘上,通过托盘运送线的移动实现装置体的工位切换,为节省空间,托盘运送线采取水平循环布局。每个工位配置顶升横移装置实现装置体的进出线。装置体在工位间通报自动/手动模式切换。
机器人焊接完成后,由运送线回流到下一工位,直到取下产品。

焊接线布局(二)

2.功能描述:
2.1 传送线培植:
产品固定在专门设计的托盘上,托盘的浸染是在运送系统中安装固定产品将工件运送到各个工位,托盘到达对应工位时,被阻挡缸挡停,由内部的顶升横移机构推出线外进行装置,装置完成后再次送入线内,进入下一工序。
采取托盘运送线可以改变传统的人工搬运办法,并结合检测开关(埋置于运送线两侧),在入线时进行检测物料操作。
传送线可与系统进行通讯。
2.2 托盘:
托盘应能适应产品的固定需求,利用气动掌握或手动实现快速装夹及紧固。托盘上面有两个定位销孔,用于实现托盘在装置站位的精确定位。
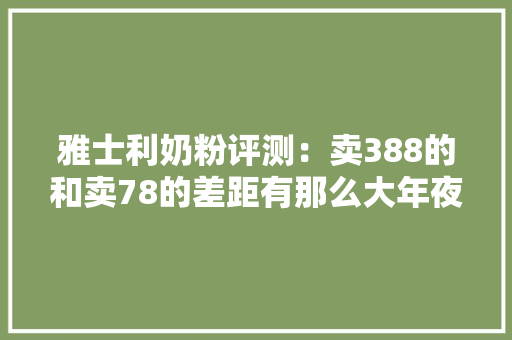
2.3 托盘运送线(含掌握系统):
产品固定在专门设计的托盘上,托盘的浸染是在运送系统中将工件运送到各个工位,托盘到达对应工位时,被阻挡缸挡停,由内部的顶升横移机构推出线外进行装置,装置完成后再次送入线内,进入下一工序。
空托盘在末了一个工位低落至下一层倍速链,循环至出发点,上升进入下一循环。
技能指标
托盘重量(含零件):max.20Kg
托盘数量: 12件
顶升横移(4处)
运送线顶层高度:约850mm
运送线底层高度:约300-450mm(取决于顶升横移尺寸)
物流线长度约5-10m
额定运行速率: 5-15m/min
图21水平循环托盘运送线方案
2.4 机器人系统:工件焊接采取机器人系统,(如下图)。机器人可达半径911mm,重复定位精度±0.03mm,手腕处最大负载能达到7Kg,机体紧凑,高集成度。
3. 方案二功能描述:
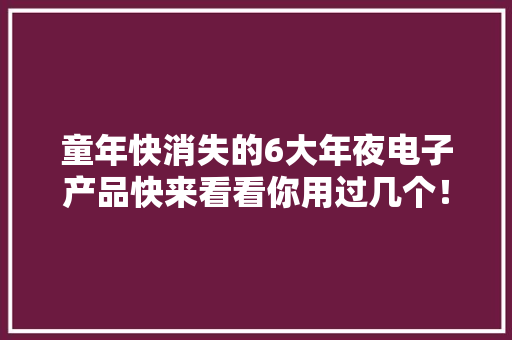
3.1 机构装置系统共设置2个焊接工位,两之间工位可流水作业,亦可根据配套情形及工序划分调度生产节拍,在各工位实现脉动装置。
每个工位配置有可调装夹定位装置实现,应能适应产品的固定需求,利用气动掌握或手动实现快速装夹及紧固。
产品快速定位装夹、旋转及轴向对中装置,实现其在水平面内的旋转和垂直平面内的翻转。
零部件在工位间通报可实现自动/手动转运模式,所有数据应能够显示、存储、传输年夜公共机,预留网口。
技能指标:
事情台面高度800mm。
操作台面长度方向为X轴,零件在夹具上可实现X向调度。
操作台面短边方向为Y,轴沿X轴翻转,翻转范围0-90°。
装夹工装也可以沿Z轴回转,迁徙改变范围0-360°。
各工位事情台面配赞助支撑装置,可实现待装置零件的自适应装夹,夹具调度范围依据零件尺寸设计;夹持内形尺寸可调,夹持零件底端间隔事情台面≤60mm;
赞助支撑装置安装在可平移调度的平口钳上,可实现工件的X向调度,并适应不同规格,平口钳可沿X轴做0-360°的回转。
平口钳安装在可摆转的台面上,由电机驱动连杆机构实现沿X轴360°旋转。
各工位独立配备覆盖常用螺钉规格紧固所需力矩扳手,提高安装效率。力矩扳手的拧紧力矩可传输至数据库系统并进行记录。
零部件在工位间通报可实现自动/手动转运模式,所有数据应能够显示、存储、传输年夜公共机。
工位应具有零件装置过程赞助对心功能。
图24 装置工位方案
4. 资源及物料标识
4.1、职员标识
按授权对所有管理职员、工艺职员、操作职员和设备掩护职员进行分类管理,给予身份标识号,凭标识号登录系统。
4.2设备标识
对联入网络的各生产线组成设备按网络地址进行统一管理
4.3任务标识
按生产部门的总任务号,系统自动进行任务分解派工,并形成子任务号(产品序列号、工序号)、与工序号关联的设备和职员的派工号。
作业辅导书等文本或影像资料将自动与派工号关联,供操作职员查询。
4.4托盘标识
拜会章节3.2.3。
4.5零件标识(外协件,外购件和标准件)
拜会章节3.1.3
5. 生产线的网络构造、掌握系统
5.1.网络拓扑系统构造
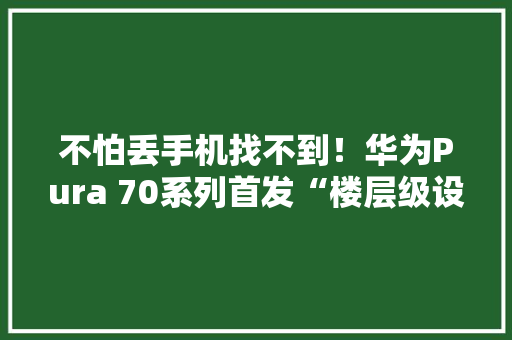
由于现场各单元的主掌握器选用的是西门子的S7-1200 PLC,该PLC上集成有PROFINET工业网络接口,而PROFINET又是我国工业以太网推举国标,故现场实行层(设备层)采取PROFINET工业网络。同时,本生产线中其它设备的掌握器(如称重机、洗濯机等),尽可能选用PROFINET接口或标准EtherNet接口,这样设备可直接接入现场网络中。
生产管理层的管控打算机和现场掌握层的各掌握器通过西门子的SCALANCE X-100工业以太网交流机(X108)以星型构造连接到PROFINET网上。SCALANCE X-100交流机的冗余、实时、高速特性,担保了全体掌握网络的可靠、高效、流畅。
图31网络拓扑系统构造
5.2.软件构造
系统软件功能:
软件紧张实现采集,储存,传输三个功能
采集:数据采集卡采集传感器仿照旗子暗记,以太网采集监控***旗子暗记和称重信息。
储存:在工控机本地建立sqlite数据库,数值储存至本地数据库,***旗子暗记保存至本地硬盘***文件,可导出csv格式历史数据。
传输:通过Socket或数据库中间表的办法进行数据传输。
构造框图如下:
图32网络拓扑系统构造
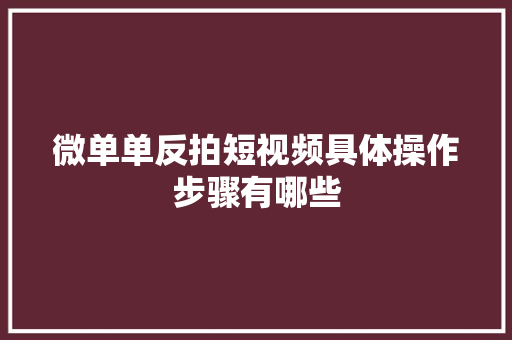
数据剖析软件:
可以按型号对产品的历史信息剖析,类比,对高残次品型号产品供应生产各个环节中质量信息追溯,供应柱状图,饼状图等图表使得数据能够更直不雅观的呈现,对往后产品生产过程中的高风险环节供应数据支持,以便优化和改进生产工艺流程。
以下图表仅供示例(可天生以下类似图表并投射至电子看板)
图33数据剖析软件
6. 绩效管理6.1 进度管理
通过剖析组成订单任务、大纲任务、批次任务的各派工号的进展情形,系统自动打算大纲任务的进展情形,并进行统计报表和可视化显示
6.2 质量管理
依据产品的测试数据或后期利用中暴露的质量毛病,可实时统计产线的累计不合格品数量及比例,精确定位不合格品发生的缘故原由(韶光、工序、操作员及质料的来源等)、以便方案质量改进活动。
6.3 本钱管理
通过系统采集的物料花费、人工花费、设备占用等信息,实时统计订单本钱花费,给管理者供应数据支撑。
6.4 职员管理
可以对详细员工的出勤情形、事情绩效等进行量化评价
6.5设备管理
可对详细设备的开机、等待、故障等设备利用情形进行精确统计、评价。
7. 安全与防护
法律和法规以及国家、行业逼迫性技能标准哀求:
7.1 产品图样及设计文件符合贯彻履行国家、行业有关安全、卫生及环境保护等方面的逼迫性标准。
所有的移动及传动部分有保护装置。设备的事情区域整体封闭,防
护门开启与电器有互锁功能,以避免操作者身体与事情部位打仗。
掌握箱密封并装有故障警示讯号显示。
所有导轨润滑性能良好,润滑油符合中国国家标准。
所有的安全解释书及安全标志采取国际通用符号标识
设备的噪声等级不超过85dBA。
7.2 产品图样及设计文件符合国家机器制图、电气制图、六项互换性根本标准、构造要素及图形符号等国家、行业的根本性、通用性技能标准。
7.3 产品图样及设计文件中利用的名词、术语、代号及计量单位等符合国家和行业的有关标准。
8. 生产线的供货范围
拜会报价附表
9. 做事与培训
生产线运行须要的软件掌握和调度职员、工艺职员、设备操作职员、质量掌握职员多少人,相应职员须要经由专业培训,生产线验收后,干系技能职员、生产线调度职员、技能操作职员、生产线设备掩护职员、管理职员即可得到相应的全面培训,利用户急速得到稳定的产能配套条件。