
据统计,一辆轻型车或轿车均匀每车用紧固件约500种规格、50Kg、4000 件旁边。以零件数量打算,紧固件件数占整车零件总数比例,远超过其它任何一种零件,高达40%~55%的占比,紧固件用度占整车本钱的2.5%。
整车以及总成的总装过程,紧张是运用紧固件联接各种零部件的过程,在装置线上的紧固连接事情量约占70%。

汽车行业23%的维修问题,是由紧固件松脱引起的,有12%的新车,存在紧固件松紧度禁绝确的问题,某些紧固件失落效,导致车毁人亡的事例也时有所闻。以是,掌握紧固件的装置质量对掌握汽车整车质量至关主要。

要担保汽车产品质量,必须加强对汽车生产过程的质量掌握。质量掌握是为了达到质量哀求所采纳的作业技能和活动。其目的在于为了监视过程并打消质量环所有阶段中导致不满意的成分,以此来确保产品质量。过程监控是产品质量掌握的关键。
无论是零部件产品还是终极产品,它们的质量都可以用质量特性环绕设计目标值颠簸的大小来描述。若颠簸越小则质量水平越高。当每个质量特性值都达到设计目标值,即颠簸为零,此时该产品的质量达到最高水平。
但实际上这是永久不可能的。以是我们必须进行生产过程质量掌握,最大限度地减少颠簸。
扭矩是螺纹紧固件装置时用来管理、掌握和检测连接质量的参数,以是在装置的过程中必须对螺纹连接的扭矩进行掌握。
在海内大多数汽车装置过程中,对扭矩的管理掌握存在着依照履历掌握,掌握方法禁绝确,掌握工具选型不符,没有可靠的掌握工艺和规范,没有有效的监测手段等问题,导致装置质量无法担保,螺纹连接失落效,影响整车质量,威胁消费者人身安全的征象。有效的掌握方法,可靠地进行扭矩过程掌握,确保螺纹紧固件的装置质量,成为各主机厂的主要事情内容。
国内外主机厂对扭矩质量掌握的现状
日本紧固件研究协会在1990年制订了有关螺纹紧固问题的两个标推,即:“ISB-1083螺纹紧固通则”和“ISB -1084螺纹零件紧固试验方法”。并针对这两个标准,印发了《螺纹紧固手册》,阐述螺纹紧固方法的基本事理。
要担保螺纹紧固件的装置质量,必须担保螺纹连接的刚性、紧密性、防松能力、以及螺栓疲倦强度。在装置过程中,联接螺栓必须被施加一个预紧力(扭矩)。以是如何掌握扭矩便是如何掌握螺栓装置质量的重点。
我国,目前普遍采取的过程失落效模式对扭矩失落效缘故原由的剖析,一样平常仅是局限于暗昧的员工操作失落误或者工具/设备故障,以至于不能制订有效的掌握方法。
而现在广泛利用的气动扳手和扭矩扳手,并不能监测螺纹紧固时的扭矩,只有高精度的电动拧紧设备才可以通过预设,对拧紧的过程进行掌握。
紧固件扭矩掌握工具
紧固工具是全体拧紧装置过程中的实行机构,可以分为手动工具和自动工具,自动工具又可以根据动力源的不同分为气动和电动工具。手动工具多为常见的扭矩扳手。而在一些须要较高拧紧哀求的场合,如汽车行业,自动工具的利用则非常广泛。
目前,海内自动紧固工具还要大量依赖国外产品,个中,较为著名的品牌有法国的马头动力工具DESOUTTER,德国的Bosch,美国的Ingersoll Rand,日本的DDK等等;海内品牌包括大连德新、大连嘉禾等,也有院校和其他研究机构在紧固工具及其配套系统这方面的研究取得了一定成果,如合肥工业大学开拓了很多集成了紧固工具的自动拧紧系统。比较而言,国外产品线更丰富,技能更成熟,精度掌握更有保障。
以上提到的这些紧固工具,一样平常习气上称之为拧紧枪或拧紧轴,不才文中统称为拧紧枪。
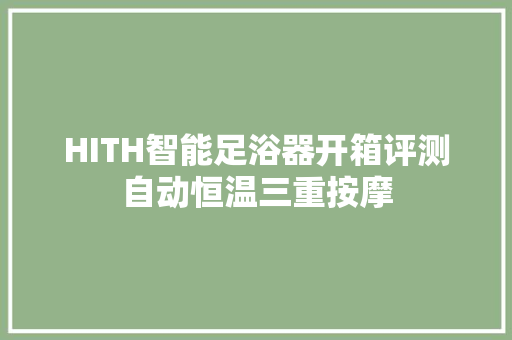
以电动拧紧枪为例,其自身构造紧张包括动力源、减速箱、传感器、加载头、套,筒等,个中,套筒一样平常可改换,用于装夹小范围内不同尺寸的螺母和螺栓,拧紧头的弹簧可以担保在拧紧过程中不须要借助其他进给运动即可将螺栓或螺母从松脱状态紧固至拧紧状态。
此外,还有实现拧紧掌握的配套的PLC掌握器、PC,安装固定拧紧枪的夹持器或扭矩臂等。
拧紧枪基本构造
1--动力源,2--减速箱,3-传感-器,4--前端部分,5--加载头,6、7--压缩弹簧,8--线缆槽。
主机厂紧固件扭矩质量的掌握方法
目前,海内主机厂对螺纹紧固件扭矩掌握方法紧张有:扭矩掌握法、转角掌握法、屈从点法、伸长量法四种。
以下,我们详细先容四种扭矩掌握方法对紧固件连接质量的影响,并比拟目前主机厂所利用的四种紧固件质量掌握法中,那种最经济实惠,且比较可达到较好的效果。
3.1 扭矩掌握法
扭矩掌握法是最大略的紧固掌握方法,它通过直接掌握施加在螺栓的扭矩来掌握被连接件的预紧力,其事理在于拧紧时预紧力与拧紧扭矩成正比关系:
T=KxdxF0
个中,T--拧紧扭矩, k--扭矩系数, d--螺栓公称直径,F--预紧力。
该式直不雅观反响了扭矩掌握的本色便是掌握螺栓的轴向预紧力。扭矩掌握法的优点是本钱低,可以利用大略单纯的扭矩扳手进行作业而无需其他繁芜的设备与监测。其缺陷便是拧紧精度不足,不能充分发挥材料潜力,受环境、操作手腕等影响较大。
扭矩系数k的取值与许多成分有关,在实际操作中离散度较大,适用在一些哀求不高的运用处所,总体而言k一样平常的取值范围在0.1~0.3之间。早在1973年,美国怀特帕特森空军基地就确定了一系列影响螺栓扭矩和预紧力之间关系的成分,
个中包括:螺栓的材质,螺栓的成型工艺,螺纹形状,螺栓的同心性,螺纹连接副和垫圈的硬度,垫圈的类型和种类,部件的表面粗糙度,内螺纹边缘的毛刺,螺栓镀层的厚度、种类和同等性,螺栓的润滑,螺栓的紧固工具,螺栓的拧紧速率,扭矩扳手和螺栓的合营度,螺栓的利用次数,环境温度等。
扭矩掌握,紧张是依据具有相称精度的紧固工具和合理的工艺方法来担保。就目前状况而言,扭矩掌握法的扭矩掌握精度最高能达到3%-5%的水平,而性价比较为合理的扭矩掌握精度是10%~20%。
紧固件拧紧时所需扭矩,一样平常参考履历值,螺纹公称直径越大,强度等级越高,拧紧所需扭矩值越大。个别分外类型的紧固件也有干系的国家标准和行业标准可供参考。
以下是某从事紧固工具公司供应的部分不同公称直径和强度等级F的推举拧紧扭矩的技能资料:
普通螺栓拧紧推举扭矩
3.2 扭矩-转角掌握法
鉴于扭矩拧紧法存在的不敷,美国在20世纪40年代末开始研究能够提高拧紧精度的掌握方法,进而提出了扭矩-转角掌握法。扭矩转角掌握法是先将螺栓拧到一个不大的扭矩,再从此点开始,拧一个规定的转角的掌握方法。这一方法是基于一定的转角,使螺栓产生一定的轴向伸长,同时被连接件则被压缩了。
这样做的目的是通过拧紧扭矩先将螺栓头部或螺母拧到紧密打仗面上,战胜表而凹凸不平等不屈均成分,而之后所需求的轴向预紧力由转角产生。
利用转角掌握拧紧程度,摩擦阻力对预紧力的影响不复存在,以是其精度比纯挚的扭矩掌握法要高。扭矩转角掌握法的要点便是确定转角,一旦这个转角被确定下来就可以在拧紧过程中得到相称高的精度。
从螺纹的运动学来看,螺母迁徙改变时螺母的位移量s:
s=pθ/360°
式中,P--螺距,θ--螺母转角。
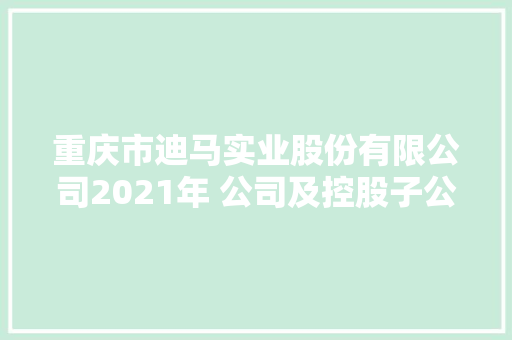
实际拧紧一个螺母时,在开始的几转期间,不会产生预紧力,只有当螺母打仗被连接件或垫圈后,预紧力才开始产生。
不过,由于此时各打仗表面打仗点很少或因被连接件与周围构件间的摩擦力,以及垫圈波折等缘故原由,预紧力很小,但其增长却很迅速。这个过程称为被连接件的贴紧过程。
贴紧过程期间螺母要转多少圈无法预知,而且,纵然在完备相同的情形下,螺母转的圈数也可能不一样。而当被连接件贴紧后,预紧力与转角呈线性关系。
预紧力与转角关系图
扭矩-转角掌握法的优点是拧紧精度高,拧紧质量稳定,螺纹间摩擦系数对拧紧质量的影响小,故能充分利用螺栓的承载能力,从而得到较大的预紧力;而缺陷在于其掌握系统比扭矩掌握法要繁芜,须要丈量拧紧扭矩和转角2个数据。
对付传动轴、缸盖螺栓此类哀求预紧力充足且均匀的螺纹连接,该当越来越多地采取扭矩-转角掌握法的紧固工艺。
3.3 屈从点掌握法
顾名思义,屈从点掌握法便是利用紧固件材料的屈从点来掌握紧固件的装置。这种方法是在扭矩-转角掌握法根本上发展起来的一种更精准的拧紧掌握方法。
目前只有少数生产高端品牌的汽车发动机厂家在利用,这是由于这种方法所须要的设备本钱太大。它是通过对扭矩~转角曲线斜率的连续打算来判断屈从点的。屈从点掌握法的目标是将螺栓或螺母拧紧到刚刚超过屈从极限点,从而最大限度利用紧固件材料的性能。
采取屈从点拧紧时,首先将紧固件拧紧到某一个规定的起始扭矩M,从这点开始,设备监控拧紧曲线的斜率值的变革,如果斜率低落超过了设定值,那么就可以认为紧固工具将紧固件拉伸到了屈从点,工具停滞运行。
屈从点拧紧法最大的优点是不受扭矩掌握法的摩擦系数和转角掌握法的转角起始点的影响,可以将摩擦系数不同的紧固件都拧紧到其屈从点,从而最大限度的发挥了紧固件材料强度的潜力,战胜了扭矩掌握法和转角掌握法的缺陷,进一步提高了装置精度;但是它对外界滋扰成分比较敏感,同时对紧固件的性能及构造设计哀求极高,掌握难度较大,因此相应的紧固工具的价格也十分昂贵。
3.4 伸长量掌握法
在紧固件达到屈从强度以前,螺栓的拉伸变形是弹性变形,其伸长量与预紧力的关系为:
δ=FL/EA
式中:δ--螺栓伸长量,F--预紧力,L--螺栓有效长度,A--螺栓的横截面积,E--螺栓的弹性模量。
由上述关系式可见,预紧力与螺栓伸长量亦呈线性关系,与难以丈量掌握的摩擦系数及被连接件刚度无关。伸长量掌握法便是在装置过程中,通过丈量螺栓的伸长量,掌握螺栓的预紧力。
此方法掌握的轴向预紧力能打消摩擦系数、打仗变形和被连接件变形等可变成分的影响,从而得到很高的预紧力精度。
当前伸长量的测试手段中超声波测试方法较为前辈,通过声程差及对环境的自动补偿功能来进行伸长量的测试2231。但是,该测试方法作为拧紧掌握依据,整体系统更为繁芜,本钱很高。因此这种拧紧掌握方法运用范围也没有前两种广泛。
螺丝君总结
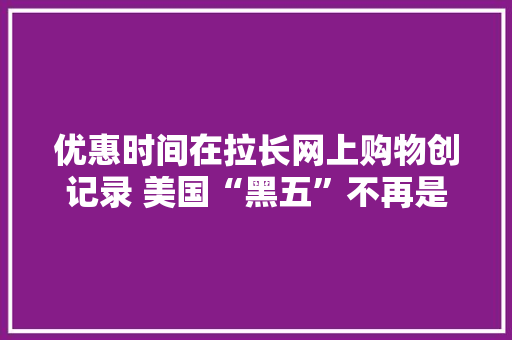
综上,可以对上述先容的的四种紧固掌握方法进行大略比较,其结果如下表所示。比拟剖析其利害可见,在精度和本钱之间,扭矩-转角掌握法处于一个较好的平衡点。
四种紧固掌握方法比较
因此,除了大略直接本钱低廉的扭矩掌握法外,扭矩转角掌握法是剩下三种紧固掌握方法中利用率最高的一种紧固工艺,随着扭矩-转角技能及干系设备愈发成熟,自动化哀求愈来愈高,这种方法的适用程度仍有较大的提升空间。
如主机厂的底盘类产品的螺栓组紧固,扭矩掌握法占到了近73%,而扭矩-转角掌握法只有21%旁边。
本日的话题,就分享到这里;更多详情,请关注微信公众年夜众号:GAF螺丝君(GAF-luosijun)




")




