点焊广泛运用于汽车、土木建筑、家电产品、电子产品、铁路机车等干系领域。点焊比其他焊接手法,比较善于于薄板焊接领域,更适宜利用于工业机器人的自动化生产。
工业机器人点焊自动线

1) 预压 担保工件打仗良好;

2) 通电 使焊接处形成熔核及塑性环;
3) 断电锻压 使熔核在压力持续浸染下冷却结晶,形成组织致密、无缩孔裂纹的焊点。
点焊的通电办法按照焊接电流在电极-接合部-电极间按照何种回路进行流动。
3、点焊的分类点焊是电阻焊的一种。电阻焊(resistance welding)是将被焊母材压紧于两电极之间,并施以电流,利用电流流经工件打仗面及临近区域产生的电阻热效应将其加热到塑性状态,使得母材表面相互紧密连接,天生稳定的接合部。紧张用于薄板焊接。
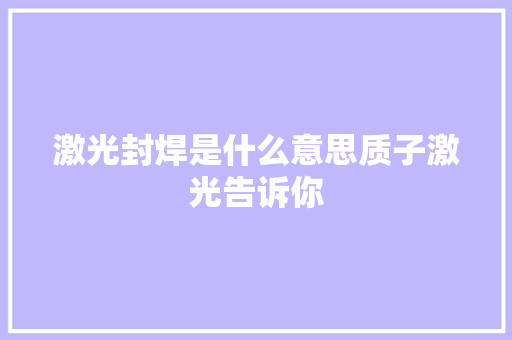
(1) 直接点焊
直接点焊如图1所示。这是最基本的、也是可靠度最高的焊接手法。
相对的一对电极夹住被焊接物并施压,个中一个电极通过被焊接物的接合部向另一个电极直接导通焊接电流。当然也有像c)一样将电极分成2 根进行焊接的方法,但是由于很难使加压力、打仗部位的电阻完备相同,以是与a)、b)图的办法比较,在事情效率上是得到了提高,但是焊接部位的可靠性变差了。
图1
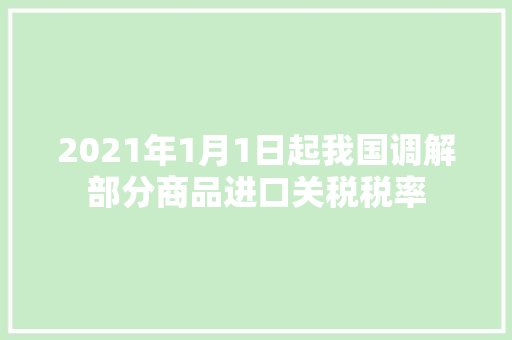
(2) 间接点焊
间接点焊如图2所示。被焊接物的接合部位电流,从一个电极通过被焊接物的一个部位分流利到其余一个电极的焊接办法。有时候不须要将电极相向设置,只要在单侧设置就可以进行焊接了,因此适用与焊接大型物体。
图2
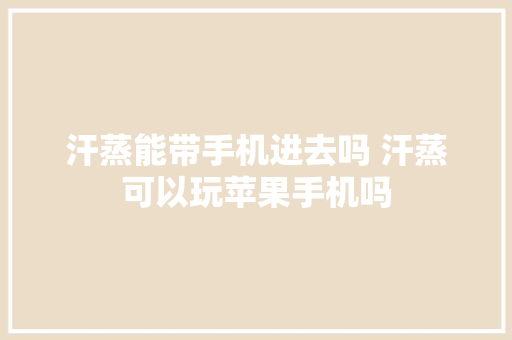
(3) 单边多点点焊
单边多点点焊如图3所示。当一个焊接电流回路中有2个接合部时,电流将顺序依次流过这两个焊点部位并进行点焊,这是一个高效的办法。但是如b)、c)图所示,在有些办法中,电流将在被焊接物内部进行分流,由此会产生一些根本无利于接合部发热的无效电流,因此不仅仅造成了电的效率低下,有时还会对焊接质量造成坏的影响。
所以为了只管即便减少分流,须要只管即便加大电极。而当板厚不同时,须要将厚板材放不才方。
图3
(4) 双点焊(推挽点焊)
双点焊(推挽点焊)如图4所示。在高下都配置焊接变压器,可以同时进行2点焊接的办法。
与图3所示的单边多点点焊比较,在相称程度上抑制了分流电流,具有利于用在厚板材焊接的优点。
图4
4、点焊的条件焊接电流、通电韶光以及电极加压力被称为电阻焊接的三大条件。在电阻焊接中,这些条件相互浸染,具有非常紧密的联系。
(1) 焊接电流
焊接电流是指电焊机中的变压器的二次回路中流向焊接母材的电流。在普通的单相交流式电焊机中,在变压器的一次侧流利的电流,将乘以与变压器线匝比(是指一次侧的线匝数N1和二次侧的线匝N2的比,即N1/ N2)后流向二次侧。在得当的电极加压力下,大小得当的电流在得当的韶光范围内导通后,接合母材间会形成共同的熔合部,在冷却后形成接合部(熔核)。但是,如果电流过大会导致熔合部飞溅出来(飞溅)以及电极粘结在母材(熔敷)等故障征象。此外,也会导致熔接部位变形过大。
(2) 通电韶光
通电韶光是指焊接电流导通的韶光。在电流值固定的情形下改变通电韶光,会导致焊接部位所能够达到的最高温度不同,从而导致形成的接合部大小不一。一样平常而言,选择低的电流值、延长通电韶光不仅仅会造成大量的热量丢失,而且也会导致对不须要焊接的地方进行加热。特殊是对像铝合金等热传导率好的材料以及小零件等进行焊接时,必须利用充分大的电流,在较短的韶光内焊接。
(3) 电极加压力
电极加压力是指加载在焊接母材上的压力。电极加压力既起到了决定接合部位位置的夹具的浸染,同时电极本身也起到了担保导通稳定的焊接电流的浸染。此外,还具备冷却后的锻压效果以及防止内部开裂等浸染。在设定电极加压力时,有时也会采取在通电提高行预压、在通电过程中进行减压、然后在通电末期再次增压等分外的办法。
加压力详细浸染包括:毁坏表面氧化污物层、保持良好打仗电阻、供应压力促进焊件熔合、热熔时形成塑性环、防止周围气体侵入、防止液态熔核金属沿板缝向外喷溅。
此外,还有一个影响到熔核直径大小的条件,那便是电极顶端直径。电流值固定不便时,电极顶端直径(面积)越大,电流的密度则越小,在相同韶光内可以形成的熔核直径也就越小。好的焊接条件是指选择得当的焊接电流、通电韶光以便能够形成与电极顶端直径相同的熔核。此外,焊接母材的板材厚度的组合在某种程度上也决定了熔核直径的大小。因此,只要板材厚度的组合决定了,则将要利用的电极顶端直径也就决定了,干系的电极加压力、焊接电流以及通电韶光的组合也可以决定了。 如果想要形成比板材厚度还大的熔核,则须要选择具有更大顶端面积的电极,当然同时还须要利用较大的焊接电流以担保所需的电流密度。