马晓霞 范红 夏振兴 李玉芹
(山东大学材料与科学工程学院 山东招金集团有限公司 烟台招金励福贵金属株式会社)

择要:

键合丝的生产不断向低本钱发展,目前市场上存在的键合丝种类繁多,但不同类型键合丝的生产流程大致相同,而各流程工序细节掌握不尽相同。文等分别从拉丝、退火和绕线工序阐述了不同类型键合丝生产过程中应把稳的重点和细节问题。
0弁言
自2012年以来,黄金价格颠簸很大,迫使半导体封装企业为了降落生产本钱转向寻求低本钱、可以替代键合金丝的材料[1-2]。键合金丝由于其自身良好的延展性和稳定的化学性能仍运用在半导体键合的高端产品上。在中低端产品上,键合铜丝、镀钯铜丝、金合金丝、银丝、银合金丝不断应势而生[3-8]。经由1年多的研发与运用,该类产品已经比较成熟。虽然镀层键合丝在制备工艺上要比其他普通丝材繁芜,但除电镀工序外,其他工序基本相同。键合金合金丝因其紧张身分还是金,故只能降落部分生产本钱,市场饱有量小。目前,市场正处于键合金丝向键合银丝的过渡阶段,故键合丝生产企业已经把紧张精力投入到
了键合铜丝和键合银丝项目的研发上。例如:日本Tanaka公司、德国Heraeus公司、韩国MKE公司、韩国Heesung公司、中国台湾乐金公司均已有成熟产品霸占了中国绝大部分市场份额。烟台招金励福贵金属株式会社也在积极开拓该类产品,并霸占了一定市场份额。键合丝生产过程中,母合金制备和熔炼工序应把稳的重点和细节掌握问题拜会文献[9],本文结合拉丝、退火和绕线工序生产过程中易涌现的问题,提出各工序环节应把稳的重点和细节掌握问题,为该类键合丝的生产供应了完全的理论和实践支持。
1拉丝工序
目前,根据拉制键合丝的直径,拉丝工序分为粗拉、中拉、细拉和超细拉工序,海内相应的设备为粗拉丝机、中拉丝机、细拉丝机和超细拉丝机。而国外企业已经开始采取一种更快速的拉丝机;1台快速拉丝机即可完成4台一样平常拉丝机的事情,且其设备不受拉力和加工率的影响,只需改换模具。此外,根据润滑剂的浸泡程度,分为湿式拉丝机和干式拉丝机。干式拉丝机仅在模具位置有润滑剂,而湿式拉丝机是全体模具和丝材全部浸泡在润滑剂中,考虑到湿式拉丝机的润滑效果,故采取湿式拉丝机较多。
除设备成分外,拉丝工序最主要是模具的表面质量。由于模具直接与键合丝表面打仗,故各生产企业都制订了严格的模具管理制度,定期对模具进行检测和抛光。不同类型键合丝的生产过程中,对模具的磨损程度是不同的,且模具的加工率也是不同的。以键合金丝为基准,硬度较高的键合铜丝尤其镀钯铜丝对模具的磨损是非常严重的,故模具考验的频次要高,改换频率更快;而硬度较低的键合银丝及银合金丝对模具的磨损程度要低。模具的加工率仍以键合金丝为基准,在超细拉工序环节,键合金丝模具加工率为6%,而键合铜丝及镀钯铜丝的模具加工率较小,为4%。
此外,拉丝速率的合理设置可以担保设备的连续运转,生产过程中不涌现断线问题。以键合金丝拉丝速率为基准,在超细拉工序环节,键合金丝拉丝速率为6~10mm/s,键合铜丝尤其镀钯铜丝速率要降落,为3~6mm/s,键合银丝及银合金丝的拉丝速率为3~8mm/s;这紧张是由于这些材料的延展性相对付黄金较差,拉丝过程中变形量要小,故拉丝速率要慢。
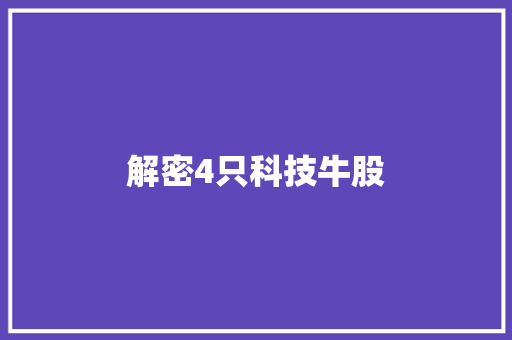
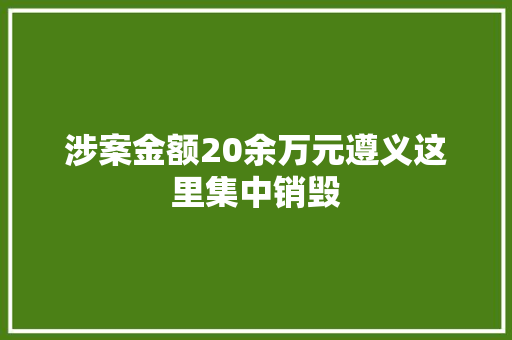
末了,润滑剂也是一个不可忽略的问题。随着拉丝过程中键合丝线径的减小,润滑液的浓度也在不断降落,残留在键合丝表面的润滑液很少,应为10-6级。键合金丝表面润滑液残留描述见图1a),将图1a)中方框位置放大,其对应描述见图1b)。从图1可以看出,在键合金丝表面残留有较多的润滑液,图1b)中箭头所指深色位置。润滑液若残留过多,尤其在高温、高湿环境下利用时随意马虎导致粘线,降落放线性能。因此,根据润滑剂的特点,不同阶段利用不同的润滑剂;根据不同类型的键合丝,利用不同的润滑剂。例如:键合银及其合金丝有专用的抗氧化型润滑剂。
2退火工序
目前,利用的退火炉有横式和竖式两种。竖式退火炉由于键合丝本身不受重力影响,无变形,故多数生产企业采取竖式退火炉。
退火工序中,最主要的是退火温度。退火温度决定了键合丝成品的力学性能,且与收线速率共同浸染,决定了拉丝过程中残余应力的肃清程度。该残余应力的肃清程度直接影响成品的放线性能,以及键合丝的垂直程度。
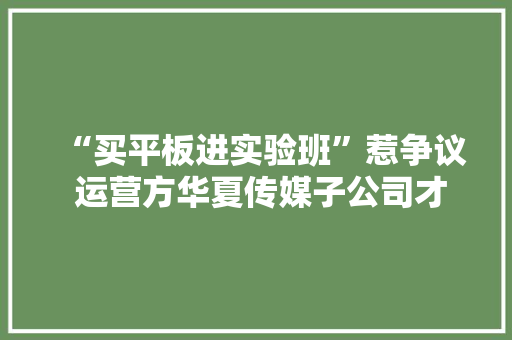
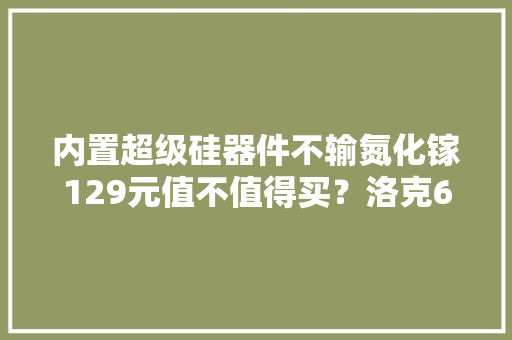
对付须要气体保护的键合丝,保护气体的类型、流量及路径均是须要考虑的要素。常日保护气体采取95%N2-5%H2的稠浊气体,紧张利用H2的还原浸染,纯粹采取高纯N2保护;一旦键合丝表面存在氧化问题,将无法彻底肃清。拉丝后的键合铜丝表面润滑液残留描述见图2-a),创造拉丝后键合铜丝表面存在深赤色的氧化物,采取N2退火后该物质仍存在(见图2-b)),其去除氧化物的效果不好,故应采取稠浊气体,但要严格掌握H2的比例,避免爆炸事件的发生。常日保护气体流量掌握在2~6L/min,路径掌握应以充满全体退火管为原则。
在退火炉的设计中,张力掌握系统也是一个主要成分。随着键合丝线径的减少,哀求退火炉可以实现小张力掌握,绕制微细丝。对付镀钯铜丝、银丝及银合金丝还需确定中间退火线径、温度及收线速率。此外,还有退火液的影响;退火液像一层薄膜覆盖在键合丝表层。不同浓度的退火液决定了后期成品的放线性能,不同类型的键合丝应利用不同的退火液。
3绕线工序
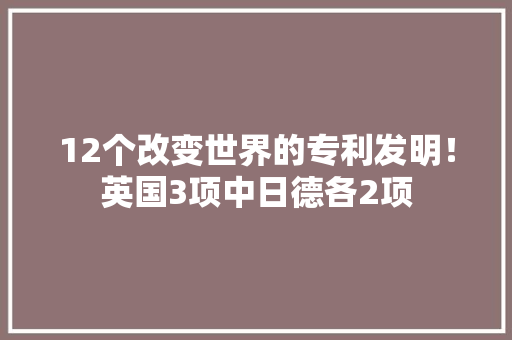
目前,绕线机有一体机也有分体机,功能是相同的。老式绕线机收线系统的收线架是固定的,导致绕线过程中,尤其绕制高轴键合丝时,键合丝与线轴有倾角,位于线轴两端的键合丝受到拉力浸染较大,易被拉长,且易导致绕线后张力不屈均及放线问题。新式绕线机收线系统的收线架是可以横向运动的,能始终保持键合丝与线轴的垂直关系,见图3。
绕线机的张力掌握系统也是个中的一个主要成分。对付键合银丝及银合金丝及细线径键合丝,均需小张力绕制。
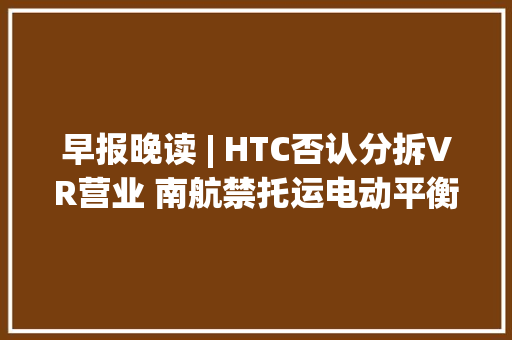
在拉丝、退火、绕线3个工序中,都涉及起支撑和导向浸染的导向轮。导向轮有两种规格,直径分别为50mm和30mm。大导向轮常日采取较硬的Teflon(聚四氟乙烯)材质,小导向轮常日采取POM(聚甲醛)材质。导向轮的表面质量直接影响键合丝的表面质量,虽不会造成较大的划伤,但随意马虎造成轻微的划伤,易导致润滑液或退火液在此位置的残留,在显微镜下不雅观察会有密密麻麻的小亮点[10],见图4。因此,导向轮在利用过程中也须要严格掌握,定期洗濯和抛光。
4结论
1)在拉丝过程中,须要重点监控线材的表面质量、拉丝速率、润滑剂类型和浓度等问题。此外,对付镀钯铜丝、银丝及银合金丝,还要根据须要做中间退火处理。
2)在退火过程中,须要重点监控退火温度、收线速率。对付须要气体保护的,还须要监控保护气体的流量及气体路径等。此外,还须要把稳退火液的类型和浓度。
3)在绕线过程中,只管即便采取收线架可以横向移动的,减少对键合丝的拉扯浸染。同时,要把稳导向轮的表面质量,只管即便减少对键合丝表面的损伤。