当我焊接铝合金时,看到焊缝上有一层浅灰色或玄色的覆盖物。这是什么?是否影响焊缝的力学性能?该如何避免?
小斯回答:

所有的焊缝,都该当是通亮而有光泽的,焊缝本身没有灰色或玄色涂层。

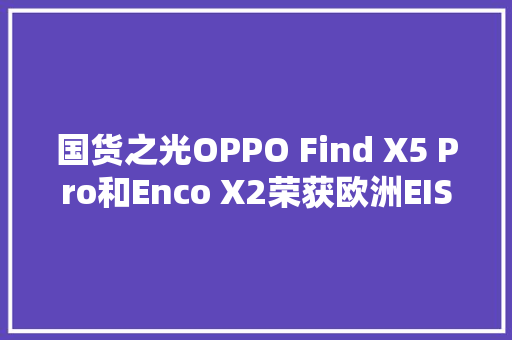
我们该当能够在焊缝的两侧看到闪亮清洁条纹。这些清洁条纹表示在焊接过程中从铝阴极去除氧化物涂层的区域。这种焊缝如下图所示。
斯伟特铝焊丝焊接样品
清洁条外侧的母材上有少量玄色是可以的。在开始、停滞和拐角处看到黑点也很常见。但是,如果全体焊缝都有污迹,那么就不正常。
由于焊缝问题常日是玄色的,因此许多焊工认为玄色是煤烟污染物。这是禁绝确的。多年来,许多人常日通过 X 射线技能剖析焊缝污迹。
这种测试证明焊缝玄色物是由铝和镁组成,紧张是铝和镁的氧化物。
实际上导致黑点的缘故原由是铝和镁的沸点都低于焊接电弧的温度。
焊接添补金属中的一些铝和镁实际上在焊接过程中会蒸发。然后它们形成铝或氧化镁并凝集在相对冷的焊道和母材上。事实上,我们可以丈量通过 GMAW 电弧转移 5356 添补金属(名义上是 5.5% 的镁)时镁的丢失。如果对焊缝金属进行化学剖析,会在添补金属剖析中看到较少的镁,有时会减少 0.5 个百分点。
如何避免
如果我们有良好的保护气体覆盖率,蒸发的铝和镁包含在气体保护层中,并作为焊缝金属通过电弧转移。只有当气体保护层变得微不足道时,足够量的铝或镁在气体保护层外被氧化而变成焊缝。以是减少焊接黑斑的关键是在焊接过程中保持良好的气体保护。
那么在焊接铝材时如何保持良好的气体保护?
焊工最常犯的缺点是气体保护间隔过大。空想情形下,气体保护罩到工件的间隔不应超过1.5厘米 。如果让这个间隔太大,焊缝会变黑。
另一个主要变量是喷枪或火炬角度。GTAW 和 GMAW 都必须利用推角。如果拖着焊枪,焊缝会变黑。在另一个极度,严重的推角也会使焊缝变黑。在这种情形下,剧烈的推动会将空气吸入保护气体覆盖层的背面。
焊缝上的焊枪角度对付搭接和角焊也很主要。您可以通过改变焊缝上的喷枪角度将污迹从焊缝的一侧移动到另一侧。当你找到精确的角度时,两边都不会有任何污点。
其他成分也可能导致屏蔽不敷,例如添补焊丝或母材表面受污染的保护气体或碳氢化合物污染物。
但如果玄色物质只是氧化铝和氧化镁,为什么它是玄色的呢?
实际上这些物质是白色的。焊缝中的氧化物颗粒尺寸非常小,以至于它充当光阱并呈现玄色。
末了,利用 ER5356 铝焊丝焊接时会产生比利用 ER4043 更多的黑烟,由于 5356 含有镁,而 4043 不含。镁的沸点比铝低,更随意马虎在电弧中蒸发,从而产生更多的黑烟。当然,这不会降落焊缝的机器性能。
然而,覆盖有污迹的焊缝表明气体屏蔽不良,但由于屏蔽不良,焊缝孔隙率较高。较高的孔隙率水平会降落焊缝的拉伸强度和屈从强度。
以是请记住,铝焊缝该当是通亮而有光泽的。边缘有一点黑点是可以的,但如果焊缝被黑点覆盖,可能须要改进你的焊接技能。