文章目录
[+]
但产品的脱模斜度,也和材料的特性和外不雅观哀求都有一定的关系,不是所有材料和外不雅观拔模角度都是同等的。
为了防止产品在生产过程中粘前模,正常情形下,前模的拔模角度要比后模的拔模角度大0.5~1°旁边,这个值的话,紧张针对产品外不雅观没有哀求的情形下。

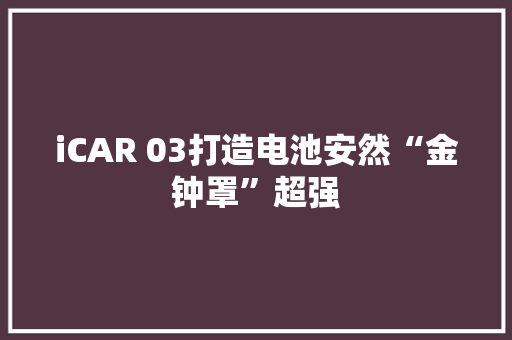
如图所示,常规材料型腔与型芯的脱模角度。

(图片来自网络侵删)
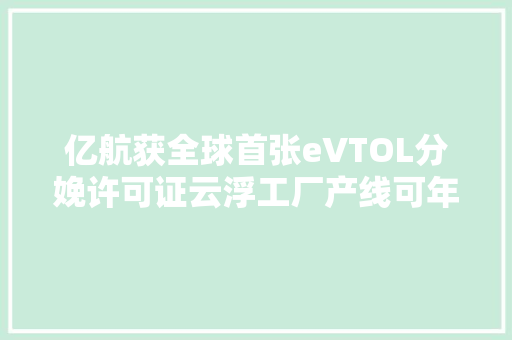
如图所示,外不雅观须要做皮纹的情形,结合不同型号蚀纹,所对应的拔模斜度也是不一样的。
产品拔模角度设计原则:
1,尽可以减胶拔模,正常情形下,单边减胶掌握在0.1~0.2mm
2,如果是精密件的情形下,单边减胶掌握在0.05mm
3,大型零件的情形下,确保肉厚均匀的情形下,拔模角度可以做到1°以上
4,有装置或定位哀求的情形下,可以做局部装置区域做零度面,其它未装置区域可以做减胶拔模。
5,如果零件的插破封胶孔的情形下,为了方便模具加工以及成型时产品质量的稳定,可以做2度以上的减胶拔模。